Large piece folders manufactured today are capable of folding various widths, weights, and types of materials, in various lane and cross fold configurations. It’s not uncommon to find folders with some type of accumulation device and delivery stacker attached. However capable these machines are, no single design configuration can do it all. Requirements for folding tumble dry 6.5 lb. spreads and blankets, table linen, and T180 cotton/poly sheets are all very different. We will focus most of this section on ironed flatwork processing of sheets, bedding materials and table linens with more common two primary with three cross fold configurations.
With so many different folders in the market today it can become challenging to determine which will best support your laundry needs. Making a smart purchasing decision requires good knowledge and understanding of your existing flatwork line configuration; including a detailed plan for growth. It is important to exercise due diligence and attention to detail when designing an operation to achieve maximum ROI. This might sound overly simple, but a few constraints that will directly impact all flatwork folders is the ironer capacity to iron, its size, and operating temperature. Or a spreader/feeder lacking the ability to feed parts flat and in the center of lanes consistently to include a stable source for clean quality compressed air. Large piece folders do not have the ability to make corrections for up stream events such as a poorly fed sheet, or fold wet parts due to an underperforming ironer, or lack of stability (capacity and/or volume) of a compressed air system. Inconsistent or problematic upstream situations need be addressed. A new folder will not correct or improve spreader/feeder, ironer, or infrastructure-related quality issues. Without correction, the folder will underperform, reducing any potential ROI, impacting final quality of folded items.
“The biggest cost of poor quality is when your customer buys it from someone else, because they didn’t like yours”
W. Edwards Deming (October 14, 1900 – December 20, 1993)
Table and bed linens are often processed using the same basic large piece flatwork folders. With the folder placed immediately behind an ironer, folder processing speed should be adjusted to run slightly faster than the ironer. This speed increase will insure the items transfer cleanly between the machines, without creating wrinkles. Too large a speed difference generates static on the underside of the items and results in a poor transfer of trailing edges. Folders will include some type of static dissipation equipment, static bar, and anti-static belting. But excessive static is not easily removed and can cause material to develop static cling with the conveyor belting. This results in mis-folds and jams within the folder. Ironer speeds should be adjusted so items exiting the ironer contain 2-3% moisture retention. This reduces static electricity and helps prevent overheating items in the ironer and damaging them. Any changes to the ironer speed will impact feeder transfer speed, and this too should be reviewed and adjusted as required. Items exiting the ironer are measured for length, and depending on its measured size items can be folded between one and two times. The first series of folds is commonly referred to as primary folding. Most often this is accomplished using a short release of compressed air to move the item into a set of rollers running in transverse direction to make the fold. It’s a good practice to adjust the primary fold points so the leading edges of the sheet are slightly offset from trailing edges after folding. This allows leading and trailing selvaged edges to be tucked neatly inside the primary folds and out of sight. Larger items like sheets or larger table linens can then be cross folded in single lane. Depending on the item size they may receive one to three cross folds. Some single lane folders are also designed to maximize smaller width table linen production, with two lanes of primary folding followed by two lanes of cross fold items resulting in one or two cross folds. Common fold devices used to accomplish the first cross fold use a short duration of compressed air for sheets, or mechanical folding blade for table linens to achieve a crisp fold crease. The fold configuration needs to be configured when the machine is ordered. Both devices work by directing the material to be cross-folded into a set of pinch rollers making the first cross fold. Depending on the large piece folder machine design and item size, the second cross fold is most often accomplished using some configuration of folding blade or reversing conveyors. The final fold, also known as third cross fold, is most always accomplished using a fold blade design thru pinch rollers.
Items having completed the cross-fold process are discharged to a large piece stacker. This stacking device is considered an integral part of the large piece folder. Capable of stacking folded items into a predetermined count to be advanced to a conveyor. This delivery conveyor can move stacks to several different types of equipment from a staging stack management conveyor, larger central clean goods conveyor, packing machinery, or work table to be used for loading carts. Depending on how a folder is optioned, a sheet stacker might support quality control reject functionally. This will exclude stacking stained or torn damaged items by bypassing them to a cart. Some flatwork folding systems will support multiple stackers for sorting items by size. These systems can be found in laundries when presorting the wash process is not practical.
Due to the complexity of large piece folders some problems can be difficult to diagnose. A problematic issue with primary folds may cause jams in the cross-fold section. The first response many people have when trying to resolve fold problems is to begin changing fold formula variables, this is often incorrect. Prior to changing formula values, it’s important to ensure there are no mechanical problems present or any upstream events that need to be corrected. Consulting the user manual and manufacturer support services to help diagnose problems will prolong machine life, improve efficiency, fold quality, and reduce wear on the items being processed.
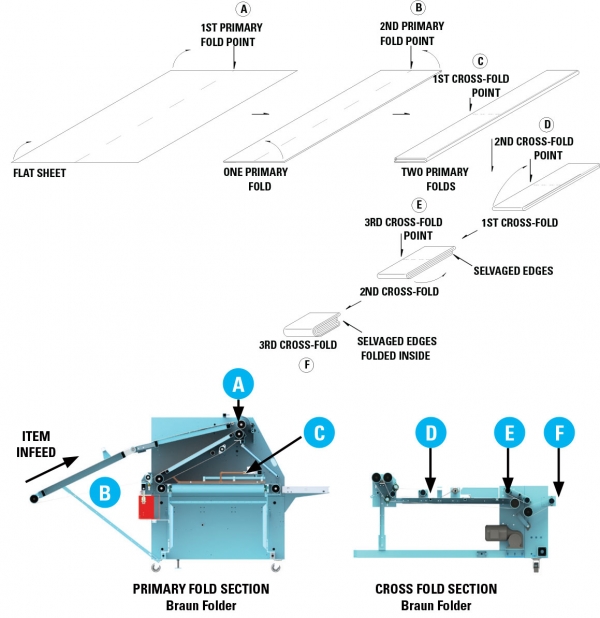
Common Configurations of Sheet Folds
Common Locations & Descriptions of Large Piece Folder
Location of 1st primary fold point, fold is made with item in motion
Location of 2nd primary fold point, fold is made with item in motion
Location of 1st cross fold point, item motion is stopped before making fold
Location of 2nd cross fold point, fold is made with item in motion
Location of 3nd cross fold point, fold is made with item in motion
Discharge to delivery table or stacker w/conveyor
Large Piece Folder — Markets Served
Hospitality providers supporting a larger mix of sheets and table linens often are looking to optimize flatwork line processing by using folders that provide multi-functional capabilities. These multi-functional folders increase the ability to keep ironer chests covered with parts for longer periods of time. This reduces idle time and equates to an increased ROI. For this application, a common type of folder configuration is a single, two lane, two primary folder, capable of supporting up to three cross folds in single lane and two cross folds in two lanes, with the 1st cross fold knife in two lanes.
Healthcare providers for the most part, need to support sheets in single lane. To optimize their flatwork line processing, they look to use dedicated product lines with simple basic folders. For this application, a more common type of folder configuration is a single lane two primary fold, capable of supporting up to three cross folds in a single lane. This machine is commonly optioned with a 1st cross air jet and single stacker.
As previously described, laundry providers needs are specifically different, but the core base folder design is the same. Both folders are more than capable of supporting the needs for hospitality and healthcare providers, but not each other’s requirements. Understanding your laundry’s needs, its application and end customer requirements are key to smart purchasing.
Simply put, there are too many optional features to list when it comes to large piece folders. All manufacturers have a lengthy list of available options or standards supporting specific needs of individual laundry requirements. Basic large piece folders are available in standard finishing line widths of 120” and 130” to match most common ironer widths. Perhaps the most easily noticed configuration option is the discharge side, left or right, which must be specified at the time of order. The in feed conveyor of your large piece folder can also be configured length specific to best suit your required footprint and ironer discharge height. In feed conveyor options such as a doffer roll or spring-loaded conveyor (which allows the in feed table to move with the ironer’s apron) provide further customization. Also, certain folds may be ordered with configurable options such as knife vs. air folds, and fold bypass. Large piece folders can discharge the finished package to a table or large piece stacker. Other options include, but are not limited to: goods classification systems, multiple sorting stackers, take away conveyors, turn conveyors, quality grading and sorting systems, machine interconnection, data management features and systems, production status indicators, lane and program piece counters, and auxiliary lighting.
What fold device option (fold blade or air jet blow pipe) is a good choice for my laundry? Listed are a few basic advantages and drawbacks of both devices regarding application at the first cross fold.
Fold Blades
Advantage: Positive fold capable of providing crisp fold lines, is a proven and reliable technology.
Drawbacks: Because fold blades are a mechanical device, they have moving parts which can become out of alignment and wear out with time. Regular adjustment and maintenance are required to achieve reliable performance from knife blades. Another drawback is the physical contact between the blade and the linen. If the linen is too damp, or the blade too dirty, the goods can stick to the blade, resulting in poor folds or jams. Linen stuck around a blade can even draw the blade into the pinch rolls causing severe damage to the blade and other machine components. Blades can also be problematic when processing goods of varying thicknesses. A blade that is adjusted properly for thin goods may not work when processing thicker goods. This problem can be mitigated by using spring loaded pinch rolls, which move apart to accept thicker linen.
Blow Pipe Compressed Air Folds
Advantage: Proven and reliable technology, and the simplicity and limited number of moving parts translates directly to reduced maintenance requirements. There are also fewer equipment jams when compared to fold blades.
Drawbacks: Inconsistent pressure or flow along a fold can result in poor folds, bunching of the linen along the fold, a skewed leading edge, and jamming of the machine. It is also important that the air blast is focused between the pinch rolls. If not, the fold may be inconsistent or fail to catch in the pinch rolls. Folds by air blast consume greater amounts of compressed air than those made by knife blade or reversing conveyors. It is critical to fold quality that the pneumatic system of the laundry is sized properly to support all the equipment attached. Compressed air that contains debris or moisture can damage the valves or clog the nozzles/tubes. Regularly inspect and empty the air filter/drier, if equipped.
Quality Inspection and Grading Systems
With improved control technology (digital microprocessors and computers) modern large piece folder manufacturers offer systems which streamline the inspection, sorting, and counting of stained, torn, or otherwise damaged goods. These systems typically discharge goods identified as stained or torn to predetermined locations, isolating them from regular production. Understanding the types of quality grading systems available, and their strengths/ weaknesses is critical to selecting an appropriate and efficient system that will achieve a favorable ROI.
The most basic method for identifying stains and tears is by manual sorting; operators feeding, or presorting. The operator feeding a part will provide a visual inspection as the part is processed into the feeder. This method requires the greatest amount of time and labor. It also presents problems when processing large items because a single operator may have trouble inspecting without fully spreading the items.
Another method for identifying and removing damaged items is using equipment outfitted with reject capability. On a flatwork finishing line with a reject system, operators feed the items into the system and press a button upon spotting a stain or tear. The button press flags the piece as it travels through the finishing line and it is rejected at a configurable location. This type of system requires less labor and is more efficient than manual sorting, as operators can continually feed the finishing line. Another advantage of a finishing line with reject capability is that operators can see the entire, fully-spread item when looking for defects. Even operators with little training can identify stained or torn items. This traditional reject system typically creates a greater ROI due to the significantly lower price point.
The most complex reject systems are fully-automated, using cameras to inspect the items on the finishing line. The data collected from the camera is processed by a computer to identify and flag stained or torn items. The result is similar to that of traditional reject systems, but requires no input from operators. Vision systems (camera based systems) can identify stains and tears, and may also include features that allow sorting by size, color, pattern, and more. While these types of systems offer greater levels of automation they are not without drawbacks. Machine vision-based systems are the costliest approach to quality grading method and are not foolproof, making a favorable ROI difficult.
Large Piece Sheet Folder Performance Metrics
Because the large piece sheet folder can only process items as fast as the ironer can operate, you will find no value in measuring folder line speed to machine potential capabilities, because most of the time the ironer is the constraint dictating line speed to both folder and feeder. Large piece folders performance metric is a simple measure of usable throughput divided by items lost or rejected due to misfolding or jams. This will tell you how efficient the machine is operating. The impact of downtime because of folder jams or stoppage will diminish the feeder’s ability to operate. These stoppage events need to be tracked and considered when reviewing the impact of folder performance.
Example: Your line standard is to process 900 sheets/ hour. The folder has 10 misfolded sheets and rejected 25 for quality issues. Your formula for folder efficiency at the planned production rate of 900 part/hour might look something like this:
(1 – (Qty Misfolded ÷ (sheets/hour – qty rejected for quality issues) *100 = folder efficiency for that hour
(1 – (10 ÷ (900 – 25))) *100 = 98.86% efficient
In this example, every minute this folder is stopped due to its own error that equals 15 sheets lost per minute. A 5-minute folder stoppage would increase the value for misfolded items to 85 for this example, and decrease the folder efficiency to 90.29%
(1 – (85 ÷ (900 – 25))) *100 = 90.29% efficient
JENSEN and Braun, Stronger Together
Braun is now part of the JENSEN-GROUP—bringing together two industry leaders to better serve laundry operations worldwide.
You're being redirected to our new home on the JENSEN website, where you'll continue to find JENSEN Braun equipment and support.
The Braun site will remain available for now, while the JENSEN site becomes your primary destination for the latest information and tools.