JENSEN North America, a subsidiary of the JENSEN-GROUP, is pleased to announce the acquisition of the business of G.A. Braun. This strategic move marks a significant milestone in the growth strategy of the JENSEN-GROUP, expanding its manufacturing footprint, product portfolio, and service network across North America.
Founded in Syracuse, New York, G.A. Braun is a respected supplier with a well-established brand in the laundry equipment market in North America. The acquisition reflects JENSEN-GROUP’s strong commitment to the North American market and its long-term strategy to strengthen local operations and manufacturing capabilities.
With this acquisition, JENSEN gains access to Braun’s state-of-the-art production facility with a strong reputation and a loyal customer base. Both brands will continue to co-exist, building on their respective legacy and customer relationships. This approach allows both JENSEN and Braun to preserve what makes each brand unique, while joining forces to deliver even greater value, innovation, and support to customers across North America.
Supporting growth in the U.S. market
With steady and sustained growth in the North American market, the JENSEN-GROUP aims to further enhance its ability to serve customers efficiently and locally. The integration will bring additional production and advanced technology to Braun’s Syracuse facility. Both companies share a deep-rooted commitment to innovation, quality, and customer orientation. These values have guided their success for decades in the laundry industry.
The newly founded company JENSEN Braun LLC will acquire the assets of G.A. Braun. Under the new structure, JENSEN North America will manage both JENSEN Braun LLC in Syracuse NY and JENSEN USA in Panama City FL.
“Our goal has always been to align production capacity with our sales growth,” confirms Jesper Munch Jensen, CEO of the JENSEN-GROUP. “By expanding our manufacturing base in the USA, we can respond faster to customer needs, shorten delivery times, and continue delivering the high quality and reliability that define the JENSEN brand. We are delighted to welcome Braun’s team into our organization and to grow together, driven by our shared commitment to customer satisfaction and continuous improvement.”
“After many successful years in the laundry industry, I am proud to see Braun become part of the JENSEN team” says J.B. Werner, CEO of G.A. Braun. “We share the same values: customer focus, reliability, and a passion for building long-term partnerships. I am confident that our employees and customers are in very good hands and will benefit from the global strength and expertise of the JENSEN-GROUP.”
Unique passion, unique spirit
People are at the heart of every successful company. The employees of G.A. Braun bring decades of experience, dedication, and craftsmanship. These qualities have earned them deep respect across the industry.
“We are truly excited to welcome our new colleagues to the JENSEN team,” says Tony Biela, President of JENSEN North America. “Their know-how, their customer relationships, and their commitment are invaluable to our shared success. Together, we will build on our strengths and create new opportunities for growth, innovation, and personal development.”
“This acquisition combines two strong organizations with complementary strengths,” adds Jesper Munch Jensen. “Together, we are well positioned to support our customers throughout North America with an even broader range of products, services, and technologies.”
From left to right: Tony Biela (President of JENSEN North America), J.B. Werner (CEO of G.A. Braun), Jesper Munch Jensen (CEO of JENSEN-GROUP).
For over 75 years, Braun has been a proud member of the Textile Care Allied Trades Association (TCATA)—a partnership rooted in shared values of innovation, integrity, and continuous improvement in the laundry and textile-care industry.
Braun joined TCATA in 1949, just three years after the company’s founding, and the relationship has grown alongside our business. As a family-owned, American manufacturer, Braun has always believed in strengthening the industry through collaboration, education, and the exchange of ideas. TCATA has provided a forum for exactly that—connecting suppliers, manufacturers, and leaders dedicated to elevating quality, safety, and efficiency across all aspects of textile care.
Today, Braun’s continued involvement reflects our commitment to helping shape the future of the industry. From advancements in automation and controls to operator-first equipment design and U.S.-based manufacturing, we value TCATA as a long-standing partner in promoting progress and supporting the success of laundry operators everywhere.
Together, we celebrate decades of shared purpose—and look forward to the next generation of innovation.
G.A. Braun made a major impact at Clean Show 2025, reaffirming its position as a trusted leader in industrial and commercial laundry equipment. With a bold new booth design, 17 machines on display, and a full team of experts on-site, Braun delivered a clear message: the company does not just sell laundry machines — it provides complete laundry solutions to help customers Streamline Your Laundry.
Unveiling New Finishing Equipment: The Streamline Series™ Ironer
One of the biggest highlights was the debut of the Streamline Series™ Ironer, representing the next evolution in Braun finishing equipment by combining the best features of the Delta and Precision models into one unified design. Built for faster installation, easier serviceability, and intuitive operation, the Streamline Ironer simplifies every stage of ownership.
Its redesigned cabinet and modular roll sections allow for quicker installation, while relocated electrical components improve accessibility and serviceability. Operators benefit from fully updated PLC software with modern graphics, delivering a more user-friendly experience. The Streamline Ironer will officially be available in 2026.
More Than Just Machines: Braun’s Complete Laundry Support
Braun also showcased how smart technology enhances daily operations:
Braun Rx® is a web-based troubleshooting system that provides machine-specific diagnostic support. When an error occurs, the platform delivers step-by-step instructions along with access to schematics, suggested replacement parts and a library of manuals, photos, and videos. The redesigned system is fully compatible with phone, tablet, and PC, allowing maintenance teams to access detailed guidance anywhere in the facility.
Washnet® Web gives managers real-time visibility into the wash alley, displaying equipment status, formulas, and productivity data at a glance. It tracks loads, poundage, and cycle times while flagging alarms for fast troubleshooting — even remotely via VNC. With sortable reports by date, shift, machine, or formula, Washnet Web delivers the insights needed to run smarter, safer, and more efficient laundry operations.
Together, these technologies equip operators and managers with the tools to reduce downtime, boost throughput, and make informed decisions.
In addition, visitors were reminded why Braun has been a trusted partner for decades. Beyond equipment, the company delivers:
Consultative expertise – helping laundries optimize throughput and ROI.
This full-service approach ensures customers gain not only advanced machines, but also the long-term reliability and partnership that set Braun apart.
Made in America. Built for the Future.
At the show, Braun reinforced its Made in America advantage, giving customers confidence in consistent quality, dependable supply, and long-term support.
Looking Ahead to Clean Show 2027 in Las Vegas
Clean Show 2025 underscored Braun’s dedication to innovation and partnership across healthcare, hospitality, industrial laundry markets, and beyond. Looking ahead to Clean Show 2027 in Las Vegas, Braun remains committed to driving innovation, building strong partnerships, and delivering the best in laundry equipment and smart laundry solutions.
As the industry moves toward more complex, automated systems, Braun will continue focusing on what customers value most — equipment that is durable, operator-focused, and built to Streamline Your Laundry — backed by customer service that is truly unmatched.
People in NYC are used to surprises — but one morning, commuters in Manhattan paused as an entire street was shut down outside one of the city’s historic hotels. The reason? A laundry upgrade was underway, and the Braun team had rolled into town with a mission: to install a three-roll ironer, folder and stacker system for the hotel’s laundry finishing line.
The hotel laundry processes over one-million pounds of hospitality, and food and beverage linens yearly for 140 guest rooms, 49 suites and 80 co-op residences — all with a single-shift team of about a dozen people.
This landmark building posed several challenges for the install. There were tight corridors to squeeze through, marble floors to tread carefully upon, and no standard access from which to load equipment. The demand was high, and the space was tight. That’s where Braun’s precision planning came in.
A Complex, Challenging and High-Stakes Install
Robbie Tippett, project field supervisor, G.A. Braun oversaw the project. His expertise in major installations, evaluating rigging challenges, developing logistical plans, and his unique ability to disassemble, transport and reassemble complex systems with precision made him the man for the job.
Over two years and five site visits, the Braun team engineered a meticulous plan.
“Two pieces of equipment had to be broken down into an unbelievable 16 pieces,” said Tippett. “Then we had to reassemble it using gantry cranes that we had to erect inside of the laundry.”
Each machine was broken down into sub-3,000-pound sections — the largest of which had to be craned through a fragile second-story historic window. From there, the pieces were rolled carefully across a protected marble ballroom floor and guided through narrow back hallways. Finally, the equipment was lowered down an elevator shaft using a custom-installed I-beam for controlled vertical rigging – a process requiring coordination with a third-party elevator company and inch-perfect execution.
Once in the basement, the equipment was reassembled using gantry cranes and a custom sequencing plan that maximized every inch of available space.
Despite active weddings, events, and even construction on the building’s façade, the Braun team worked around the hotel’s schedule — ensuring minimal disruption.
What was expected to take up to four weeks was finished in just two. “For this particular job, we did three days of rigging, and then the next two or three days we spent getting everything assembled, time tested and running,” said Tippett.
The installation was completed safely, efficiently, and with zero incidents. “We probably go a little overboard about safety,” said Tippett, “But you know, I’d rather be safe and have everybody go home at the end of the day.” The hotel team was “amazed” by Braun’s execution and the care, professionalism, and precision behind every project phase.
For Tippett, who’s spent his entire career building and rigging laundry equipment, this job showcased everything Braun stands for: planning, safety, respect for the customer, and getting the job done right — the first time.
In July 2023, a devastating fire tore through Cartelera interior’s laundry facility, bringing operations to a halt. Indoor Billboard partnered with other laundry operations to handle linen and mat processing during their recovery period. Faced with the massive challenge of rebuilding, they turned to G.A. Braun—not just as an equipment provider, but as a true partner in their recovery.
Rebuilding with Braun
From day one, Braun stepped in with expert infrastructure planning, guiding the redesign of Indoor Billboard’s wash alley and ensuring that every piece of equipment was delivered on an accelerated timeline.
By August 2024, Indoor Billboard was fully operational again with: ✔ Three 650 OP Washers ✔ One 450 OP Washer ✔ One 250 OP Washer ✔ Two 700 PT Dryers ✔ A Shuttle System
More Than Equipment—A Commitment to Success
Beyond delivering high-quality, on-time solutions, Braun’s customer support team was with them every step of the way. From design to installation, Braun provided knowledgeable, responsive service, proving that their commitment goes beyond just selling machines.
Why Indoor Billboard Chooses Braun
“We prefer doing business with Braun because they don’t just deliver top-tier equipment—they stand by their customers when it matters most,” said Indoor Billboard Owner, Jim Shulevitz.
Partner with OEM to optimize your processes
In healthcare laundry, infection prevention starts long before clean linens reach the patient. It begins with a scientifically engineered, tightly controlled process that ensures soiled textiles are cleaned, disinfected, and returned free of microbial contamination. Partnering with an experienced OEM like Braun helps healthcare providers optimize their laundry operations for infection control at every step.
Why Infection Control Matters in Healthcare Laundry
Healthcare providers have a responsibility to deliver hygienically clean linen to the facilities and patients they serve. However, maintaining microbial-free textiles requires strict adherence to processing protocols from the moment soiled linen leaves the facility to the time it’s returned clean. Each stage—sorting, washing, drying, finishing, and transport—presents its own risks for cross-contamination if not carefully managed.
Scientific principles play a critical role in ensuring that laundering environments and equipment do not become sources of microbial growth. That’s why infection control starts with proper laundry facility design, operational discipline, preventive maintenance, and process validation—all grounded in time-tested, evidence-based methods.
The Role of OEMs in Infection Control
As an Original Equipment Manufacturer (OEM), Braun plays a key role in helping laundries reduce infection risks. Our equipment is engineered with infection control in mind—utilizing proven material science, chemical compatibility, and operational design to support high-performance processing environments.
Braun’s commitment is to deliver solutions that are durable, easy to maintain, and scientifically validated—not just driven by marketing claims. Whether it’s healthcare laundry or any other high-risk environment, our goal is to provide equipment that delivers consistent, hygienic results across all applications.
Understanding the Science: The Wash Pie Explained
Proper linen processing depends on four key variables: time, temperature, mechanical action, and chemistry—collectively known as the Wash Pie. These variables must be balanced for effective cleaning and disinfection.
Failing to maintain this balance may lead to:
Poor wash quality and high rewash rates
Inadequate rinsing or neutralization
Linen discoloration and shortened lifespan
Excessive chemical usage and environmental impact
Braun equipment is designed to support the optimal wash pie configuration, ensuring efficient processing without compromising quality or safety.
Batch tunnel washers have become a focus in infection prevention due to their high productivity and unique processing characteristics. However, if not properly designed or maintained, they can become liabilities for microbial growth.
Mono-Shell Open Helicoid™ Design: Offers pocket-like mechanical action and self-cleaning throughout each cycle.
All-Stainless-Steel Construction: Non-porous surfaces reduce the risk of biofilm buildup.
No Dead Spaces: Continuous mechanical cleaning prevents microbial accumulation.
No Stagnant Baths or Outer Drums: Eliminates areas where bacteria can grow.
Peroxide-Cured Seals: Exceptional resistance to temperature, chemical exposure, and microbial growth.
Accessible Components: Easy cleaning and maintenance access ensures ongoing compliance.
Integrated Heating Systems: Supports a wide range of chemical and sanitation requirements.
Advanced Data Management: Real-time monitoring of process parameters ensures accountability and validation.
End-to-End Infection Prevention Requires Teamwork
Even with state-of-the-art laundry equipment, infection control is only effective when supported by strong operational discipline. Laundries must ensure:
Proper facility layout and air flow
Rigorous separation of clean and soiled zones
Routine validation of cleanliness and compliance
Controlled inputs across all stages of the process
It’s important to remember: dryers and ironers should not be relied upon to kill pathogens. True infection prevention starts with managing inputs and process controls, not simply hoping downstream equipment will “clean up the process.”
Consult Your OEM Partner – Maximize Your Infection Control Strategy
At Braun, we encourage healthcare laundries to engage with their OEM partner regularly. Leverage our decades of experience in equipment design and infection control science to get the most out of your operation.
While this article focuses on healthcare laundry, the principles of infection control apply to hostelería, corrections, military, and other high-demand laundry markets.
Science, innovation, and operational excellence are the cornerstones of effective infection control—and at Braun, we’re committed to helping you achieve it.
Navigating Industrial Dryer Emissions Compliance in California and Beyond
Tighter Air Emission Standards Are Changing How Industrial Laundries Operate
California continues to lead the nation in environmental regulations, including some of the strictest air emission standards for industrial equipment. While most headlines focus on vehicle emissions, industrial laundry operators—particularly those in Southern California—face growing scrutiny around dryer air emissions, especially NOx (nitrogen oxides) and CO (carbon monoxide) levels.
If you’re an operator looking to replace older dryers with more efficient and compliant models, understanding the latest regulations is critical to making an informed investment and avoiding costly non-compliance issues.
What Operators Need to Know About SCAQMD Rule 1147
The South Coast Air Quality Management District (SCAQMD) enforces Rule 1147, which governs NOx and CO emissions for industrial dryers in Southern California. Under this rule:
Dryers must emit no more than 30 ppm NOx and 400 ppm CO.
Equipment with a heat input of less than 2 million BTU/hr, burning only natural gas and processing non-VOC products, may be exempt from air permitting.
Even if you’re not based in California, similar air quality standards are emerging in other states, making this information relevant across the U.S.
How to Choose a Compliant Industrial Dryer
When investing in a new industrial dryer, you must evaluate both performance and regulatory compliance. Here are critical questions to ask your OEM or equipment supplier:
1. Does the Dryer Qualify for an Emissions Exemption?
If your laundry does not process VOC-laden items (like shop towels or bar towels), and your dryer is under the 2 million BTU/hr threshold, it may qualify for an exemption. Ask your manufacturer:
What is the dryer’s BTU/hr output?
Can it be detuned to operate below 2 million BTU/hr and labeled accordingly?
How will detuning affect efficiency and turn times?
Detuning the gas train may impact energy consumption and production rates, so it’s essential to understand these trade-offs.
2. Is the Dryer Truly Low NOx Certified?
If your operation processes VOCs or the dryer exceeds 2 million BTU/hr, you’ll need equipment that complies with Rule 1147 limits.
Don’t rely on marketing claims. Ask your vendor to provide:
A certification letter guaranteeing compliance with 30 ppm NOx and 400 ppm CO.
Third-party emissions test results or performance data.
Without this certification, you risk investing in equipment that may not meet local emissions standards—leading to operational delays, fines, or forced modifications.
The Importance of Preventative Maintenance for Emissions Compliance
Once your dryers are installed, compliance doesn’t stop. Most manufacturers only certify emissions during the warranty period and only if the equipment is maintained according to their guidelines.
Key maintenance practices include:
Daily cleaning of combustion air filters
Monitoring gas pressure and air-to-fuel ratios
Routine inspections as outlined in the equipment manual
Failing to maintain the dryer may cause emissions to exceed permitted levels, leading to loss of efficiency and possible re-certification costs.
Avoiding Non-Compliance and Maximizing ROI
Industrial dryers are a major capital investment, and failure to meet emissions requirements can significantly increase your costs. Here’s how to protect your investment:
Do your homework on current and future local regulations
Ask OEMs the right questions before buying
Get written certifications for emissions compliance
Schedule regular maintenance to maintain certified performance
Stay updated on changes to SCAQMD Rule 1147 and similar regulations in your region
As air quality standards continue to evolve, laundry operators across the U.S. must prepare to meet stricter emissions rules—whether you’re in California, Texas, New York, or anywhere in between. By working closely with your OEM and staying informed, you can ensure your dryers are efficient, compliant, and future-proof.
Ready to Upgrade Your Dryers?
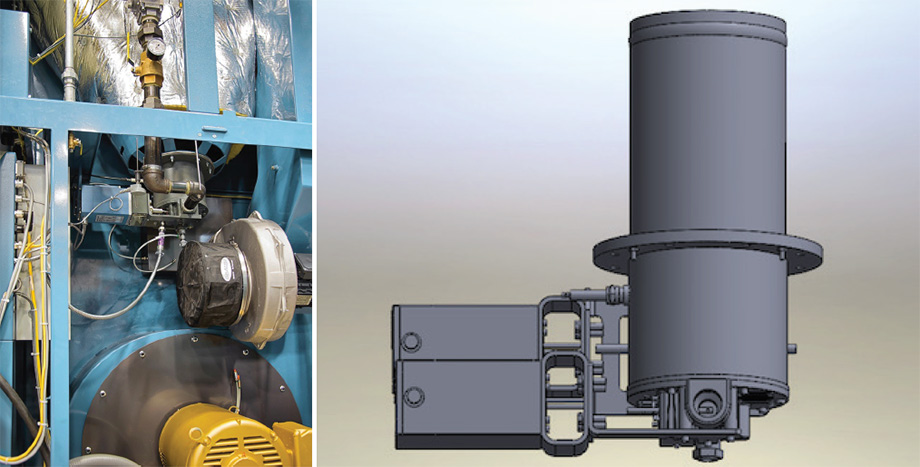
Braun offers industrial dryers engineered for low NOx performance and compliance with SCAQMD Rule 1147. Contact us today to learn more or request emissions certifications.
ABOVE: (l/r) Here is a view of a low NOx burner in a dryer; a graphic image of a low NOx burner; on the opening page, there is a group of three low NOx dryers in operation in a plant.
Change is the one thing that remains constant in business.
The speed of change has accelerated with the advent of new technologies, and through the creativity of the brilliant minds that are perpetually enhancing, and in some cases disrupting the norms of our time. As we all grow older we become somewhat resistant to this change, but we all realize that in order to remain viable in business we must embrace the changes that are thrust upon us. It is a way of life and a norm as we look to evolve, grow, and diversify the businesses that we operate.
Why would I start out an article about “Green Initiatives” using the topic of change? It is simple….. Green has truly become a way of life for all of us regardless of if we are environmental junkies, or simply average Joe’s who don’t have any desire to pursue being green. Every day the green movement impacts our lives. Whether it is at the grocery store via organic alternatives, recycled containers used to store the products that we purchase, or if it is in the technologies that we use to power our vehicles or businesses. Green is here to stay, and it isn’t a bad thing.
A few months back I was in a business planning meeting and our team started to reflect on the many ways that each of our departments has been impacted by the green movement, and more importantly on the initiatives that we have adopted to have a favorable impact on the environment. This discussion did not stop there. As we continued to discuss how we evolved to our current state we realized that being green wasn’t necessarily the primary driver, but that the smart design and operating practices led to these green initiatives being institutionalized within our business. As we dug into this further we started to realize how significant the impacts have been on our product portfolio, on our operating practices, and on the value that this now allows us to afford to our client partners. I don’t want to say it was a “eureka moment”, but it was one that created a heightened sense of awareness and pride in what has been accomplished.
As a manufacturer in our industry we are often are looked upon as simply a supplier, and not as a process manufacturer. The reality is that we run plants, we use metrics to measure everything that we do, we face dynamic supply-chain markets, and aggressive competition like every one of our potential clients. The reality is that we are no different from our clients, and we all have to run disciplined businesses if we want to be viable in the market. These similarities continue as our clients perpetually look at ways to reduce their costs, and in many cases (whether by choice, or by regulatory mandate) pursue opportunities to embrace green practices to reduce their carbon footprint. As noted we are all in this together and we can all benefit from the experiences that we share. Every day we are sharing the green/efficiency benefits of our designs and products with our clients, but it usually stops there. This is what led me to write this article in the hope that our story will benefit and possibly motivate others.
The entire factory has been converted to LED lighting
From a products perspective we are always discussing gallons per pound of linen processed, chemicals or KWh’s used per hundred weight, BTU’s consumed per pound of water removed, or pounds per operator hour. This discussion surrounds how our products help our clients achieve a lower level of consumption in all categories noted. This is a green initiative on both sides of the equation……as the supplier, and as the buyer / end user! I could write a book on the features, functions, and benefits of our products, and how we have developed and evolved each to bring greater value to the end users and in so doing afford them greener operations. Rather than do so now I will leave it to the reader to visit the products section of our website or discuss each with our regional technical sales leadership to get a true appreciation for how our tunnel systems, conventional washroom, and textile finishing solutions provide said benefits. As most in this industry we are pretty proud of our solutions, and love to have the opportunity to discuss them with potential users, or to host this same audience at our manufacturing and R&D center to do a deep dive with our technical staff. In an effort to keep our focus on other green initiatives I instead would like to touch on some of the plant specific efforts and portfolio offerings that grew out of our lean program that are having a significant green impact.
A good deal of painting operations have been converted to powder coating, and at the same time altered the wet painting process. The combined benefit has been a reduction of VOC emissions (Volatile Organic Compounds) in the neighborhood of 6 tons per year!
In our manufacturing facility we have made a host of changes to operating practices, and we have also spent a good deal of capital to improve our overall efficiency. On the practices side we have institutionalized the 100% recycling of all wood, steel, and carboard utilized in our daily operations. This means all materials received by us or used in the generation of our end products that fall into these categories that used to go the dumpster and hence the landfill or incinerator are recycled. This initiative was put into place in the early 2000’s and today we recycle an average of 1,560 cubic yards of paper and cardboard out of our factory. At this same time, we went from having pallets incinerated to recycling them into mulch through a partnership with a local manufacturer. Obviously, as a heavy equipment manufacturer we use a significant amount of steel. Through our capital investment in highly automated equipment and strategic utilization planning of the material we process we have been able to virtually eliminate scrap material. What little waste we do produce whether it be aluminum, carbon steel, stainless steel, copper or brass is recycled through our local recycling centers. In the last 10 years we have made significant investments in energy efficient infrastructure in the form of a new plant, extensive plant expansion, the installation of high efficiency boilers and compressors, and LED lighting (it should be noted that when we eliminated all of our original T5 lighting which was the most efficient at the time the initial factory was built, that we repurposed these fixtures with local manufacturers to replace their older technology). All were strategic investments that we were able to leverage grant funds to support, and anyone reading this article should get educated on what grants and incentives may be available to you via your local, State governments. In 2006 we converted a good deal of our painting operations over to powder coating, and at the same time altered our wet painting process.The combined benefit of this change has been a reduction of VOC emissions in the neighborhood of 6 tons per year. The most recent decision we made was to leverage hydropower for roughly ½ of our electricity needs. Although this is not necessarily a cheaper solution it is a clean and green alternative to fossil fuels as the hydro plants do not emit greenhouse gases and other pollutants.
Certified Remanufactured Process
As if all of these plant efforts aren’t exciting enough the real exciting development over the last 5 years has been our remanufacturing process. In the last three years alone, we have remanufactured numerous machines preventing over 605 TONS of steel from going either to the scrap yard or recycling center. Why is this so significant? This means that we reduced the need to produce this material at the mills, and that we have had a significant impact on the environment through the many savings that this represents. This means that we have been able to bring machines back to life after 20+ years of dedicated service and return them to the market rebuilt to current day specifications with a new equipment warranty. This not only is great for the environment, but it presents a significant savings opportunity for our client partners. The only negative is that not all products are logical candidates for remanufacturing as certain machines which do not contain a large steel content simply don’t afford the economics to support the costs to return said machines to new. As we dug deeper into the remanufacturing process we found that we could invest capital in a green sandblasting operation which afforded us a more efficient and clean solution for preparing machines for this process. Concurrently, we found that we could recover or repurpose many of the components (electrical, pneumatic, mechanical, and hydraulic) that were removed from the old machines as they were disassembled. The outcome of this effort is an offering we now call our “R-part” program. By handling components with care, applying a detailed inspection and testing protocol (in some cases having the components repaired) we were able to create a dedicated inventory of lower cost parts alternative for our client partners. We have motors, cylinders, baskets, control boards, inverters, etc. that are available depending on our current inventory. We have found that many of our clients truly appreciate this as they are looking for older components that may be challenging to find, or expensive given the need that they have. Also, as a client has a machine that may be within the last few years of use they don’t want to spend the long dollar on new parts only to not exhaust the life of said components. As a result, these clients will often opt for the lower cost R-part as it meets their needs. Again, this effort has kept dumpsters loads of components from going to the scrap yard before their time and provided a way to lower the cost of operations for our client partners……win / win!!!
At the end of the day it is amazing to see how best practices, and a continuous improvement mindset have aligned with being green. This journey does require work, dedication, and discipline. However, the rewards are significant not only for all who are impacted by the outcomes of these efforts.
“Embracing Green….An Operational Way of Life” is a two-part series featured in the Laundry Ledger publication
A review of airflow, ducting and related issues associated with safe and productive dryer performance.
Air is vital to all living things, and although a dryer isn’t alive, it too needs air in order to do its job of drying laundry in the most efficient and productive manner possible. Air is the most important aspect of the drying process. Without it, a dryer won’t function correctly. In extreme cases, a lack of air may damage the textile goods, the dryer, or your facility. Below, we take a high-level look at why air is so critical to the functioning of the dryer.
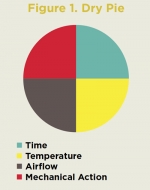
The dryer has four critical elements to the drying process, just like a washer. For a washer, the Wash Pie covers the elements of chemistry, mechanical action, time and temperature. But ultimately without water, the rest won’t work. The dryer has similar characteristics that make up the drying process. These elements form what is called the Dry Pie®.
As you see in Figure 1, the four elements of the Dry Pie® are mechanical action, time, temperature and airflow. You may ask, why is airflow the most important aspect of drying if there are four equal pieces of the Dry Pie®? Well, like water in a washer/extractor, without the airflow, your dryer won’t function. Let’s take a look at the other three elements and how they would contribute without air.
MECHANICAL ACTION
The first piece is mechanical action, or tumbling. Tumbling goods without airflow isn’t going to provide much drying action, even if there’s sufficient time and temperature applied. Taking that scenario further, if wet goods are tumbled with heat applied to them and left in the dryer for a long time, what will happen? Initially, there will be some evaporation. However, as the moisture leaves the goods, it has no place to go…remember, we’re operating without any airflow. Assuming the dryer is sealed reasonably well, the air inside the dryer basket will become fully saturated and no more evaporation will take place. This will cause an increase in temperature inside the dryer basket, and if left operating like this for too long, that heat will begin to cause problems. Most modern industrial dryers today have methods to prevent overheating, and in this situation those protective devices will most likely trigger an alarm and stop the dry cycle. If you checked inside the dryer, you would find that they have remained wet, and have close to the same amount of moisture in them as when they started. The dryer just used a fuel source (temperature), mechanical action (tumbling) and time. The problem is that there was no airflow to continually remove that evaporated moisture, allowing for continued evaporation to occur until the goods became dry. Now, a look at the opposite scenario; plenty of air and some time and mechanical action, but no heat.
AIRFLOW & DUCTING
In this situation, the goods are tumbling through a steady stream of air. Picture clothes on a line during a cool, windy day. Given enough time, even with little heat, the goods will become drier. Airflow will cause the evaporation process to begin and moisture to wick away from the goods and exhaust to atmosphere. In order to provide sufficient airflow inside a dryer, a steady stream of air must enter and exit the dryer basket. This movement of air typically is done with a motor with a wheel (or scroll) with blades, which develops a suction, pulling air from outside the dryer through the basket and blowing it out an exhaust duct. In the next section, we’ll examine how to get air into the dryer and how to move it out.
(l/r) Here are examples of gooseneck, “No Loss” and cap-style stacks that are designed to prevent rain, snow and debris from entering the dryer duct work or to prevent excessive back pressure.
For a dryer to be efficient and productive, it must be sealed relatively well. This means that air drawn into the dryer basket comes from its intended source. This is typically from one of two possible areas. The air may come from inside the plant or be drawn in through a duct from outside. This same air, now full of moisture from the drying goods, is exhausted using ductwork that ultimately exhausts outside the plant.
Since the source of air for the dryer can come from either outside or inside the plant, that source is rarely the problem with a dryer’s airflow. Usually the problem comes from not exhausting the air properly, thus causing heat buildup inside the dryer basket. Ultimately, this exhaust restriction that can lead to poor drying performance and possibly even damage to the dryer or in the worst case scenario, spark a fire.
The method of exhausting this hot, moisture-rich air is the key to efficient and productive dryers. Since this air is not being discharged into the plant, it must travel from the dryer to the outside through a closed duct. This movement of air through a duct creates pressure in the duct itself. Picture blowing through a straw with and without your finger partially over the end. The harder you try to move air through the straw with your finger partially obstructing the end, the harder it becomes. This same phenomenon is happening inside that exhaust duct that you have connected to the dryer. This restriction can lead to poor performance, low energy efficiency, and possibly even cause damage to the dryer in the form of a fire. Does this mean you have to be an engineer and design the ductwork yourself ?
The answer is no. All manufacturers that sell industrial dryers specify the maximum back pressure (restriction in the ductwork) that their dryer can handle safely and efficiently. Once this parameter is identified, any competent mechanical firm should be able to design and calculate this back pressure, given the path your ductwork must follow to exit the plant.
Remember the example of blowing through a straw with your finger partially over the end? Now you can look at the ductwork design that your mechanical contractor has proposed and look for areas that might cause a restriction, creating added back pressure. Using the straw analogy, what happens if you bend the straw a few times? You will find that these bends create a partial restriction and increase the pressure that must be overcome to move the air efficiently out of the dryer. Ductwork acts in the exact same way. If your ductwork needs many turns and bends to make its way out of the building, there is a good chance you are going to have issues with back pressure. Does this mean you have to have a straight run out of the building? The answer is no, but to overcome this added back pressure, you must either increase the diameter of the ductwork to allow for more air flow or help the air escape by providing a secondary means to aid in pulling the air out.
The exhaust and inlet ducts connected to your dryer can cause problems since they are open to the outside elements. This means that you must prevent rain and snow from entering your dryer. To do this, many types of protection can be employed. One method is to install what’s referred to as a gooseneck on the end of the ductwork. Instead of pointing straight up at the sky, the opening points down, thus preventing the elements from entering the duct. Another method is to install a cap over the top of the duct, leaving space between the duct top and the cap.
A third method is to install a straight piece of duct, which is normally four times as long as the diameter of the duct. This is called a “No Loss” stack, and is the best course of action to prevent excessive back pressure like the first two methods might cause. The “No Loss” stack is sized approximately one-to-twoinches larger in diameter than the actual exhaust duct. Because of the four-times length, rain/water will ultimately end up on the inner wall of this stack and simply run out the bottom, instead of running down your ductwork and back into the dryer. It is the best method of preventing excessive backpressure and keeping out the elements. P
PRODUCT PARTICULARS
This article has focused generally on airflow and preventing any restrictions to the manufacturer’s specified velocity and volume, or more specifically, maximum static pressure. The last portion of this article focuses on some of the possible outcomes of a restricted exhaust duct.
As described in general terms above, restricting airflow to a dryer can lead to some big problems. The largest being the potential for fire. Remember, if the hot air cannot escape from the dryer basket, it will continue to build up heat inside the basket. Depending on the type of goods being dried, this excessive heat could cause some types of goods to combust. Shop and bar towels are highly susceptible to excess heat and have been known to cause dryer fires. Even if the dryer senses the high heat and stops the dry cycle, damage can occur. This is especially true with barrier-type garments that air has a hard time passing through in the first place. These types of garments also are typically more sensitive to high heat and can be damaged easily when temperature exceeds what’s recommended.
Another common product is microfiber. Microfiber manufacturers’ recommendations for maximum heat typically range from no heat to 150°–160° F maximum. Any exposure greater than that recommended will cause a breakdown of the microfiber’s properties (best case), causing poor performance of the product, or it may actually melt and cause damage to the product and possibly the dryer as well.
Incontinence pads are yet another barrier- type garment that has very specific maximum-heat specifications, which if exceeded can cause damage to the product and possibly the dryer as well. As you can see from these examples, knowing the heat specifications of the goods being processed, coupled with ensuring that the dryer is able to breathe correctly are critical to this vital part of the wash alley operation.
Although this article only scratches the surface on the importance of airflow and how ducting can influence that flow, we hope it provides you with guidance to help ensure that your new dryer is able to perform up to the manufactures’ specifications and protect the product you’re processing from damage. The consequences of ignoring dryer-temperature recommendations or ignoring the dryer manufacturers’ back pressure specifications could be catastrophic … leading to a fire and loss of property or life. Do your homework and that new dryer can deliver the return on investment that you were anticipating.
Large piece folders manufactured today are capable of folding various widths, weights, and types of materials, in various lane and cross fold configurations. It’s not uncommon to find folders with some type of accumulation device and delivery stacker attached. However capable these machines are, no single design configuration can do it all. Requirements for folding tumble dry 6.5 lb. spreads and blankets, table linen, and T180 cotton/poly sheets are all very different. We will focus most of this section on ironed flatwork processing of sheets, bedding materials and table linens with more common two primary with three cross fold configurations.
With so many different folders in the market today it can become challenging to determine which will best support your laundry needs. Making a smart purchasing decision requires good knowledge and understanding of your existing flatwork line configuration; including a detailed plan for growth. It is important to exercise due diligence and attention to detail when designing an operation to achieve maximum ROI. This might sound overly simple, but a few constraints that will directly impact all flatwork folders is the ironer capacity to iron, its size, and operating temperature. Or a spreader/feeder lacking the ability to feed parts flat and in the center of lanes consistently to include a stable source for clean quality compressed air. Large piece folders do not have the ability to make corrections for up stream events such as a poorly fed sheet, or fold wet parts due to an underperforming ironer, or lack of stability (capacity and/or volume) of a compressed air system. Inconsistent or problematic upstream situations need be addressed. A new folder will not correct or improve spreader/feeder, ironer, or infrastructure-related quality issues. Without correction, the folder will underperform, reducing any potential ROI, impacting final quality of folded items.
“The biggest cost of poor quality is when your customer buys it from someone else, because they didn’t like yours”
W. Edwards Deming (October 14, 1900 – December 20, 1993)
Table and bed linens are often processed using the same basic large piece flatwork folders. With the folder placed immediately behind an ironer, folder processing speed should be adjusted to run slightly faster than the ironer. This speed increase will insure the items transfer cleanly between the machines, without creating wrinkles. Too large a speed difference generates static on the underside of the items and results in a poor transfer of trailing edges. Folders will include some type of static dissipation equipment, static bar, and anti-static belting. But excessive static is not easily removed and can cause material to develop static cling with the conveyor belting. This results in mis-folds and jams within the folder. Ironer speeds should be adjusted so items exiting the ironer contain 2-3% moisture retention. This reduces static electricity and helps prevent overheating items in the ironer and damaging them. Any changes to the ironer speed will impact feeder transfer speed, and this too should be reviewed and adjusted as required. Items exiting the ironer are measured for length, and depending on its measured size items can be folded between one and two times. The first series of folds is commonly referred to as primary folding. Most often this is accomplished using a short release of compressed air to move the item into a set of rollers running in transverse direction to make the fold. It’s a good practice to adjust the primary fold points so the leading edges of the sheet are slightly offset from trailing edges after folding. This allows leading and trailing selvaged edges to be tucked neatly inside the primary folds and out of sight. Larger items like sheets or larger table linens can then be cross folded in single lane. Depending on the item size they may receive one to three cross folds. Some single lane folders are also designed to maximize smaller width table linen production, with two lanes of primary folding followed by two lanes of cross fold items resulting in one or two cross folds. Common fold devices used to accomplish the first cross fold use a short duration of compressed air for sheets, or mechanical folding blade for table linens to achieve a crisp fold crease. The fold configuration needs to be configured when the machine is ordered. Both devices work by directing the material to be cross-folded into a set of pinch rollers making the first cross fold. Depending on the large piece folder machine design and item size, the second cross fold is most often accomplished using some configuration of folding blade or reversing conveyors. The final fold, also known as third cross fold, is most always accomplished using a fold blade design thru pinch rollers.
Items having completed the cross-fold process are discharged to a large piece stacker. This stacking device is considered an integral part of the large piece folder. Capable of stacking folded items into a predetermined count to be advanced to a conveyor. This delivery conveyor can move stacks to several different types of equipment from a staging stack management conveyor, larger central clean goods conveyor, packing machinery, or work table to be used for loading carts. Depending on how a folder is optioned, a sheet stacker might support quality control reject functionally. This will exclude stacking stained or torn damaged items by bypassing them to a cart. Some flatwork folding systems will support multiple stackers for sorting items by size. These systems can be found in laundries when presorting the wash process is not practical.
Due to the complexity of large piece folders some problems can be difficult to diagnose. A problematic issue with primary folds may cause jams in the cross-fold section. The first response many people have when trying to resolve fold problems is to begin changing fold formula variables, this is often incorrect. Prior to changing formula values, it’s important to ensure there are no mechanical problems present or any upstream events that need to be corrected. Consulting the user manual and manufacturer support services to help diagnose problems will prolong machine life, improve efficiency, fold quality, and reduce wear on the items being processed.
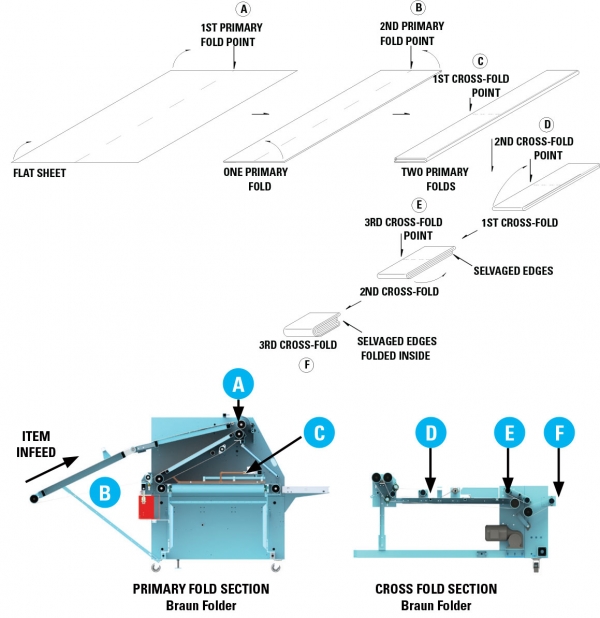
Common Configurations of Sheet Folds
Common Locations & Descriptions of Large Piece Folder
Location of 1st primary fold point, fold is made with item in motion
Location of 2nd primary fold point, fold is made with item in motion
Location of 1st cross fold point, item motion is stopped before making fold
Location of 2nd cross fold point, fold is made with item in motion
Location of 3nd cross fold point, fold is made with item in motion
Discharge to delivery table or stacker w/conveyor
Large Piece Folder — Markets Served
Hospitality providers supporting a larger mix of sheets and table linens often are looking to optimize flatwork line processing by using folders that provide multi-functional capabilities. These multi-functional folders increase the ability to keep ironer chests covered with parts for longer periods of time. This reduces idle time and equates to an increased ROI. For this application, a common type of folder configuration is a single, two lane, two primary folder, capable of supporting up to three cross folds in single lane and two cross folds in two lanes, with the 1st cross fold knife in two lanes.
Healthcare providers for the most part, need to support sheets in single lane. To optimize their flatwork line processing, they look to use dedicated product lines with simple basic folders. For this application, a more common type of folder configuration is a single lane two primary fold, capable of supporting up to three cross folds in a single lane. This machine is commonly optioned with a 1st cross air jet and single stacker.
As previously described, laundry providers needs are specifically different, but the core base folder design is the same. Both folders are more than capable of supporting the needs for hospitality and healthcare providers, but not each other’s requirements. Understanding your laundry’s needs, its application and end customer requirements are key to smart purchasing.
Simply put, there are too many optional features to list when it comes to large piece folders. All manufacturers have a lengthy list of available options or standards supporting specific needs of individual laundry requirements. Basic large piece folders are available in standard finishing line widths of 120” and 130” to match most common ironer widths. Perhaps the most easily noticed configuration option is the discharge side, left or right, which must be specified at the time of order. The in feed conveyor of your large piece folder can also be configured length specific to best suit your required footprint and ironer discharge height. In feed conveyor options such as a doffer roll or spring-loaded conveyor (which allows the in feed table to move with the ironer’s apron) provide further customization. Also, certain folds may be ordered with configurable options such as knife vs. air folds, and fold bypass. Large piece folders can discharge the finished package to a table or large piece stacker. Other options include, but are not limited to: goods classification systems, multiple sorting stackers, take away conveyors, turn conveyors, quality grading and sorting systems, machine interconnection, data management features and systems, production status indicators, lane and program piece counters, and auxiliary lighting.
What fold device option (fold blade or air jet blow pipe) is a good choice for my laundry? Listed are a few basic advantages and drawbacks of both devices regarding application at the first cross fold.
Fold Blades
Advantage: Positive fold capable of providing crisp fold lines, is a proven and reliable technology.
Drawbacks: Because fold blades are a mechanical device, they have moving parts which can become out of alignment and wear out with time. Regular adjustment and maintenance are required to achieve reliable performance from knife blades. Another drawback is the physical contact between the blade and the linen. If the linen is too damp, or the blade too dirty, the goods can stick to the blade, resulting in poor folds or jams. Linen stuck around a blade can even draw the blade into the pinch rolls causing severe damage to the blade and other machine components. Blades can also be problematic when processing goods of varying thicknesses. A blade that is adjusted properly for thin goods may not work when processing thicker goods. This problem can be mitigated by using spring loaded pinch rolls, which move apart to accept thicker linen.
Blow Pipe Compressed Air Folds
Advantage: Proven and reliable technology, and the simplicity and limited number of moving parts translates directly to reduced maintenance requirements. There are also fewer equipment jams when compared to fold blades.
Drawbacks: Inconsistent pressure or flow along a fold can result in poor folds, bunching of the linen along the fold, a skewed leading edge, and jamming of the machine. It is also important that the air blast is focused between the pinch rolls. If not, the fold may be inconsistent or fail to catch in the pinch rolls. Folds by air blast consume greater amounts of compressed air than those made by knife blade or reversing conveyors. It is critical to fold quality that the pneumatic system of the laundry is sized properly to support all the equipment attached. Compressed air that contains debris or moisture can damage the valves or clog the nozzles/tubes. Regularly inspect and empty the air filter/drier, if equipped.
Quality Inspection and Grading Systems
With improved control technology (digital microprocessors and computers) modern large piece folder manufacturers offer systems which streamline the inspection, sorting, and counting of stained, torn, or otherwise damaged goods. These systems typically discharge goods identified as stained or torn to predetermined locations, isolating them from regular production. Understanding the types of quality grading systems available, and their strengths/ weaknesses is critical to selecting an appropriate and efficient system that will achieve a favorable ROI.
The most basic method for identifying stains and tears is by manual sorting; operators feeding, or presorting. The operator feeding a part will provide a visual inspection as the part is processed into the feeder. This method requires the greatest amount of time and labor. It also presents problems when processing large items because a single operator may have trouble inspecting without fully spreading the items.
Another method for identifying and removing damaged items is using equipment outfitted with reject capability. On a flatwork finishing line with a reject system, operators feed the items into the system and press a button upon spotting a stain or tear. The button press flags the piece as it travels through the finishing line and it is rejected at a configurable location. This type of system requires less labor and is more efficient than manual sorting, as operators can continually feed the finishing line. Another advantage of a finishing line with reject capability is that operators can see the entire, fully-spread item when looking for defects. Even operators with little training can identify stained or torn items. This traditional reject system typically creates a greater ROI due to the significantly lower price point.
The most complex reject systems are fully-automated, using cameras to inspect the items on the finishing line. The data collected from the camera is processed by a computer to identify and flag stained or torn items. The result is similar to that of traditional reject systems, but requires no input from operators. Vision systems (camera based systems) can identify stains and tears, and may also include features that allow sorting by size, color, pattern, and more. While these types of systems offer greater levels of automation they are not without drawbacks. Machine vision-based systems are the costliest approach to quality grading method and are not foolproof, making a favorable ROI difficult.
Large Piece Sheet Folder Performance Metrics
Because the large piece sheet folder can only process items as fast as the ironer can operate, you will find no value in measuring folder line speed to machine potential capabilities, because most of the time the ironer is the constraint dictating line speed to both folder and feeder. Large piece folders performance metric is a simple measure of usable throughput divided by items lost or rejected due to misfolding or jams. This will tell you how efficient the machine is operating. The impact of downtime because of folder jams or stoppage will diminish the feeder’s ability to operate. These stoppage events need to be tracked and considered when reviewing the impact of folder performance.
Example: Your line standard is to process 900 sheets/ hour. The folder has 10 misfolded sheets and rejected 25 for quality issues. Your formula for folder efficiency at the planned production rate of 900 part/hour might look something like this:
(1 – (Qty Misfolded ÷ (sheets/hour – qty rejected for quality issues) *100 = folder efficiency for that hour
(1 – (10 ÷ (900 – 25))) *100 = 98.86% efficient
In this example, every minute this folder is stopped due to its own error that equals 15 sheets lost per minute. A 5-minute folder stoppage would increase the value for misfolded items to 85 for this example, and decrease the folder efficiency to 90.29%
(1 – (85 ÷ (900 – 25))) *100 = 90.29% efficient
JENSEN and Braun, Stronger Together
Braun is now part of the JENSEN-GROUP—bringing together two industry leaders to better serve laundry operations worldwide.
You're being redirected to our new home on the JENSEN website, where you'll continue to find JENSEN Braun equipment and support.
The Braun site will remain available for now, while the JENSEN site becomes your primary destination for the latest information and tools.











 The speed of change has accelerated with the advent of new technologies, and through the creativity of the brilliant minds that are perpetually enhancing, and in some cases disrupting the norms of our time. As we all grow older we become somewhat resistant to this change, but we all realize that in order to remain viable in business we must embrace the changes that are thrust upon us. It is a way of life and a norm as we look to evolve, grow, and diversify the businesses that we operate.
The speed of change has accelerated with the advent of new technologies, and through the creativity of the brilliant minds that are perpetually enhancing, and in some cases disrupting the norms of our time. As we all grow older we become somewhat resistant to this change, but we all realize that in order to remain viable in business we must embrace the changes that are thrust upon us. It is a way of life and a norm as we look to evolve, grow, and diversify the businesses that we operate. The speed of change has accelerated with the advent of new technologies, and through the creativity of the brilliant minds that are perpetually enhancing, and in some cases disrupting the norms of our time. As we all grow older we become somewhat resistant to this change, but we all realize that in order to remain viable in business we must embrace the changes that are thrust upon us. It is a way of life and a norm as we look to evolve, grow, and diversify the businesses that we operate.
The speed of change has accelerated with the advent of new technologies, and through the creativity of the brilliant minds that are perpetually enhancing, and in some cases disrupting the norms of our time. As we all grow older we become somewhat resistant to this change, but we all realize that in order to remain viable in business we must embrace the changes that are thrust upon us. It is a way of life and a norm as we look to evolve, grow, and diversify the businesses that we operate.